Prusa MK3S first layer calibration takes a bit of work. But once accomplished, this machine works like a charm.
So, I finished building my original Prusa MK3S kit. Looks good and passed the rigorous self-test routines. I did have one issue with the pulley on the X-axis motor working loose but that was easy to correct. A reminder that when you build a 3D printer kit, you should double check all the mechanical connections before moving on.
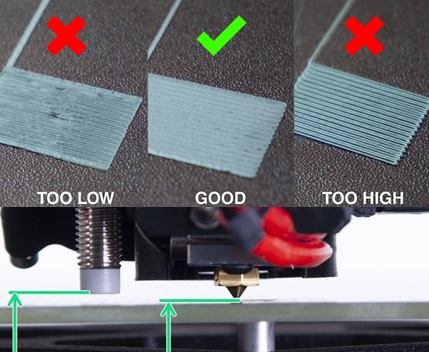
You have probably heard that getting the first layer of plastic right is the “holy grail” of good 3D printing. Prusa puts lots of effort into telling you how first layer calibration works and what you should do to “make it so”. Rather than trying for perfect mechanical alignment or spacing between the inductive bed sensor and the nozzle hot end (see above), you do your final fine tuning with firmware.
Here’s how it works. Your printer has a built-in live Z adjust feature. Prusa MK3S first layer calibration is accomplished by using a firmware nozzle height adjustment. You should only need to do this once, and then the rest of the work is done by mesh bed leveling each time you print a new model. Mesh bed leveling uses mathematics to compensate for any warping in the build plate.
The built in Prusa MK3S first layer calibration routine is pretty good. If the space between your nozzle and the print bed is too small (nozzle too low) you get a rough surface and the filaments tends to catch on the nozzle and get pushed off the surface. If the space is too large (nozzle too high) you get gaps between lines and the plastic is not squished down enough to stick.
Prusa printers use a spring steel build plate covered with PEI. You will find your prints will adhere really well without use of any adhesive, but only if the calibration is spot on.
Prusa MK3S First Layer Calibration Learnings
So, I learned quite a lot during my Prusa MK3S first layer calibration adventures. First, you are better off calibrating with a larger square of material, say 50 mm square. This way you can adjust the Z calibration and see how it improves things.
Second, the bed height varies quite a lot across the whole surface. By a lot, I mean it may be slightly warped. You can use a collection of nine spaced test squares like this to average things out. In short, your calibration cannot be perfect. You should just get it good enough for the first layer to work anywhere on the bed.
Finally, if your print bed warping is more than slight, use 49 point (7 by 7) mesh bed leveling rather than default 9 point (3 by 3). It takes a couple of seconds longer, but no big deal.